快捷导航 Quick navigation
联系我们 Contact Us
- 东莞市吴德剑模具钢有限公司
- 联系人:吴经理
- 手机:13925797923
- 邮箱:yufaisteel@126.com
- 地址:东莞市寮步镇井巷村建新路218号
在线客服 Online Service

扫一扫立即咨询


扫码微信咨询
抖音二维码





2024年3月8日的1小时直播结束,这是我的第137场直播。
今晚直播,收到好几个有价值的提问,是值得分享和写朋友圈的提问,明天跟大家分享一下。
今晚有个案例,可以跟大家分享一下,直播间网友遇到一个比较紧急的问题,先在直播间跟我聊,因聊不清楚,就打我电话,我没有接,又跑去直播间跟我连麦,跟他聊完之后,我觉得,我的DC53价格太便宜了。
陈先生是复合模具冲压0.5厚不锈钢1/2硬,冲0.8的孔,孔到边缘的距离比较窄,只有1.2mm的搭边容易崩,现在刀口用DC53,硬度HRC60,在冲压几千个产品就崩了,DC53是在沧州当地购买的,花了80.00/公斤的高价,但不好用,现在天天修模,太烦了,想找一款抗崩裂性能好的模具钢做刀口,以解决模具崩口问题。
虽然我在直播间推荐他用8566防崩模具钢,但因之前没听过8566模具钢,不敢确认,所以跟我连麦确认一下。
这种窄边硬料冲压,是要用8566防崩钢的,因为8566抗崩裂性能是高速钢SKH-9的4倍,D2的2倍,硬度HRC58-60,目前还没有比它更好的模具钢。特别是在不锈钢冲压、厚板冲压、尖角冲压、窄边冲压、冲压孔径小于板厚,冲压比例小于1:1的残酷工况下,8566模具钢都可以很好地解决模具崩裂问题,并成倍提高模具寿命。
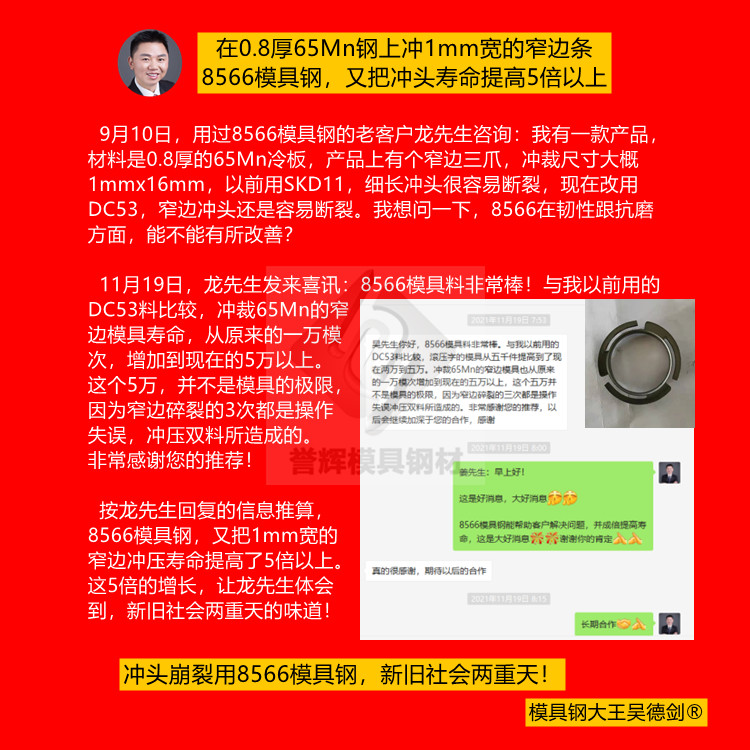
就像下图的龙先生,他冲压0.8mm厚的65锰钢,产品有个三爪,尺寸是1mm*16mm的窄边,用SKD11是没法干,用DC53,也只能冲10000产品就崩裂,现在改用8566模具钢,一次性能冲压50000冲次,而且这50000冲次,不是模具寿命极限,是因为操作失误,双料冲压了,导致1mm宽的窄边崩裂。
所以,该网友的窄边条崩刀口的模具,是要用8566防崩钢,才能解决崩裂问题的。现在的8566模具钢,已经有华为、比亚迪、美的、方太、松下、法雷奥等全球一线品牌,及一大批国内外名企在用。
冲头崩裂用8566模具钢,新旧社会两重天,这是过千用户的心声与呐喊。
#模具钢大王吴德剑