快捷导航 Quick navigation
联系我们 Contact Us
- 东莞市吴德剑模具钢有限公司
- 联系人:吴经理
- 手机:13925797923
- 邮箱:yufaisteel@126.com
- 地址:东莞市寮步镇井巷村建新路218号
在线客服 Online Service

扫一扫立即咨询


扫码微信咨询
抖音二维码





张先生问:料厚1.0的ST14冲侧孔,一个产品要冲4个孔,刀口是圆弧的,容易崩刀口, Cr12MoV、DC53都不行,有时候一两千个,有时候几百个,不一定的,什么材料能用?

我觉得,单臂悬空的侧冲孔刀口,还是用高韧性的LG好。
因为单臂悬空的芯棒,对韧性要求极高,而Cr12MoV、DC53,都是碳C含量1.0%以上的高碳钢,韧性级差,选错材料了。而LG模具钢的韧性是DC53的8~9倍,硬度HRC54-58,韧性好到敲弯它也不断裂,性能合适也有成功案例。
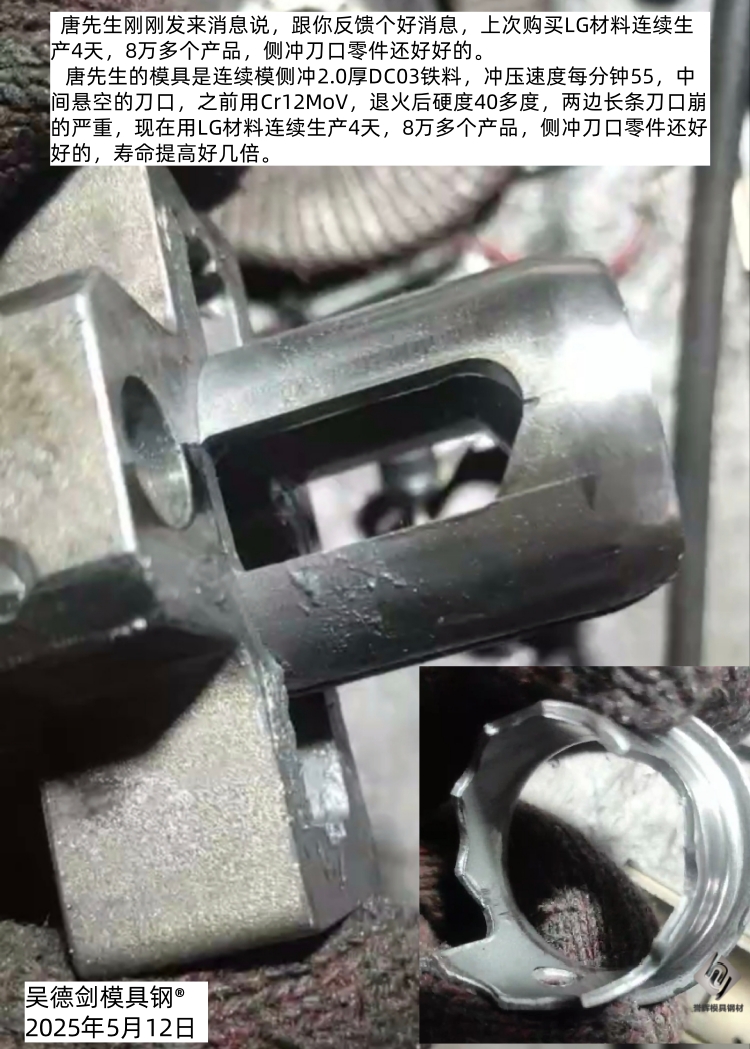
唐先生是连续模侧冲2.0厚DC03铁料,冲压速度每分钟55,中间悬空的刀口,之前用Cr12MoV,退火后硬度40多度,两边长条刀口崩的严重,现在用LG材料连续生产4天,8万多个产品,侧冲刀口零件还好好的,寿命提高好几倍。
相应的工况,有成功案例经验,是我们推荐的依据。吴德剑模具钢,用户的参谋长,用过的都买账。
#模具钢大王吴德剑