收到网友咨询:冲头用SKH-9只能冲2000次就要磨刀口,要用什么模具钢?
周末上午,收到网友咨询,冲压0.1~0.15厚的钛材,产品要求比较高,不能有毛刺,还不能加油,冲头用SKH-9的,有点粘刀,按客户对毛刺的要求,冲头只能冲2000次就要磨一下刀口,请问要用什么模具钢?
钛材比较绵,是很难切断的,容易出现切不断的情况,产品容易起毛刺,得用不粘料,又很耐磨的模具钢,冲切才顺利。该工况又要求不加油的干冲,对耐磨性的要求就更高了,冲头容易发热,还得要考虑抗崩裂性能。
既不粘料,又很耐磨,还得兼顾抗崩裂性能,只能用PM23粉末高速钢了。
吴德剑PM23是一款粉末冶炼的高速钢,因为采用了先进的粉末冶炼工艺,规避了高碳钢的偏析问题,消除了肉眼看不见的微观细微裂纹,冲切不会粘模或划伤产品,也提高了模具钢的抗崩裂性能。
同时合金总量也曾加了,PM23碳C含量1.3%,硬度HRC64-66,钨W含量6.0%,钒V含量3.0%,坚硬的碳化物数量多,形态圆润,颗粒度细小,且均匀分布,这是普通熔铸高速钢所不具备的性能;PM23的抗崩裂性能和耐磨性大约是普通熔铸高速钢SKH-9的2~3倍。
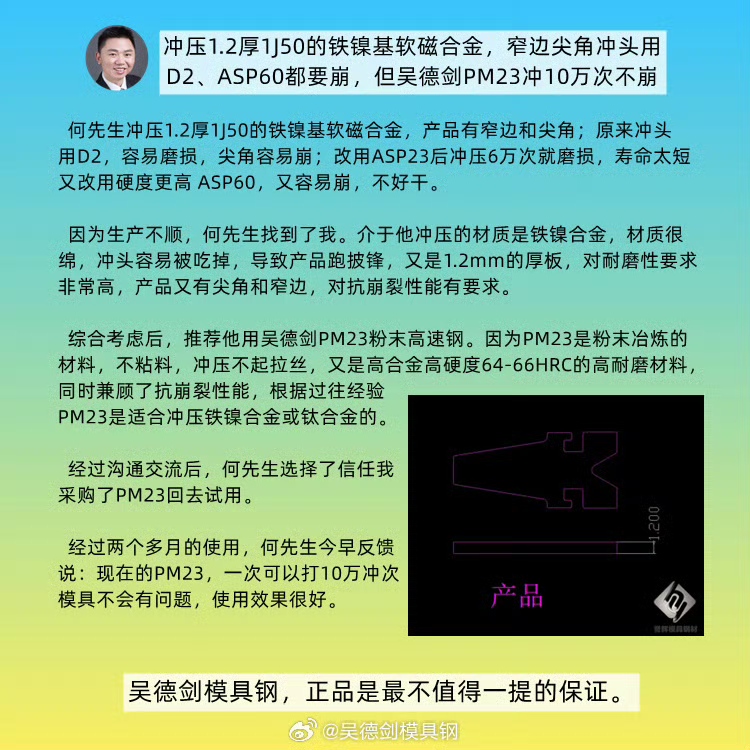
何先生冲压1.2厚1J50的铁镍基软磁合金,材料很绵,很难冲压,产品又有窄边和尖角;原来冲头用D2模具钢,容易磨损,尖角容易崩;改用硬度更高 ASP60,又容易崩,但用吴德剑PM23,一次可以打10万冲次,模具不会有问题,使用效果很好。
该网友冲压0.1~0.15厚的钛材,还是不加油的干冲,SKH-9只能冲2000次就要磨一下刀口的,这是要提高模具钢的耐磨性和不粘料性能,根据模具对性能的需求,以及何先生的应用案例,我推荐你用PM23粉末高速钢,是可以解决问题的,而且效果很好。
用对模具材料,模具寿命提高了,效率就高了,修模少了,模具加工成本也跟着变成了,这是一举两得的好事情。
#模具钢大王吴德剑