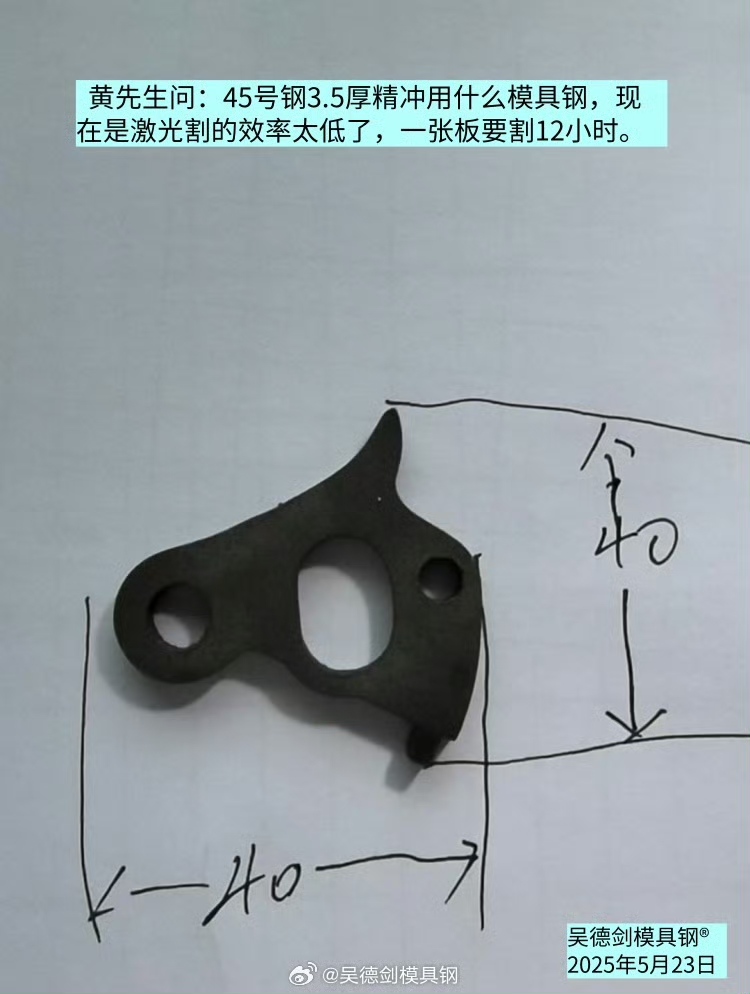
黄先生问:45号钢3.5厚精冲用什么模具钢?
发布日期:2025-05-25 浏览:320 作者:模具钢大王吴德剑
收到黄先生问:45号钢3.5厚精冲用什么模具钢?
追问他是一步精冲吗?现在用什么模具钢的,遇到崩裂,还是很快磨损的问题?
回复说,现在是激光割的效率太低,一张板上去要割12小时。一步精冲不行的话分两步也可以,效率也比激光快些。
他的产品是有很多窄边和尖角的,又是3.5mm厚的45钢,材质比较硬,也比较厚,根据过往的经验,一步精冲应该是可以实现的,但必须选择抗崩裂性能好的8566防崩钢,否则也无法实现一步精冲。
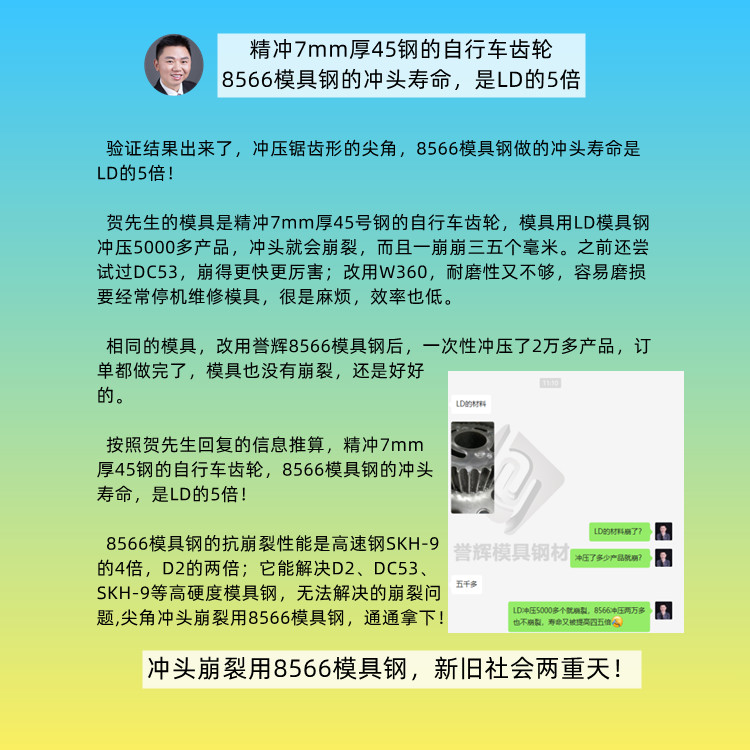
8566模具钢的抗崩裂性能是高速钢SKH-9的4倍,D2的2倍,它能解决D2、DC53、SKH-9等高硬度模具钢无法解决的崩裂问题。贺先生一步精冲7mm厚45钢齿轮,DC53和LD都容易崩角,一崩崩三五个毫米,每次只能冲3-5000个产品,冲头就会崩角,但后来用8566防崩钢,一次冲压2万多产品也不崩角,相当于模具寿命提高了5倍。
如果是要分开两步精冲,那对模具钢的抗崩裂性能要求没有那么高,第一步的落料用DC53,或耐磨钢6077,硬度HRC60-63都是可以的,能保证下料成功即可,就算毛刺大点也没关系。
第二步的精冲刮光亮带,那要选择不粘料、耐磨性好的PM23粉末高速钢,硬度HRC64-66,
确实也是,如果能实现精冲,无论是一步精冲,还是分开两步的精冲,效率都比激光割的高,还能保证尺寸的一致性。
特别是8566能实现一步精冲的话,那效率的提升,是2的平方倍。冲头崩裂用8566模具钢,新旧社会两重天,说的就是这情况。
#模具钢大王吴德剑